In plastics injection molding, quality isn’t noted just as a benchmark. It defines the foundation of the product’s reliability, brand reputation, and customer satisfaction, with every component leaving the production floor carrying with it the promise of structural integrity and consistent performance.
But many problems, like material inconsistencies, process variability, and the risk of defects, continuously plague the results obtained as quality assurance managers are tasked with maintaining tight tolerances while also meeting demand. This calls for a different path requiring more than traditional inspection methods.
This guide presents a comprehensive approach to enhancing quality through four interconnected pillars, forming an actionable roadmap to minimize defects.
Key Takeaways
- Quality control in injection molding consists of systematic monitoring, evaluation, and adjustment of process variables to ensure every molded part meets specifications
- Set automated alerts that trigger when readings exceed control limits, enabling operators to intervene before defective parts accumulate
- Statistical process control transforms quality assurance from a reactive function into a proactive, predictive, data-driven flow
- IoT-enabled sensor systems now allow wireless deployment of additional monitoring points without extensive wiring retrofits, making it feasible to instrument older presses
Quality control in injection molding encompasses the systematic monitoring, evaluation, and adjustment of process variables to ensure every molded part meets predefined specifications. Unlike end-of-line inspection alone, effective quality control embeds checkpoints throughout the entire production cycle—from material preparation through cooling and ejection.
For Quality Assurance Managers, this means establishing protocols that catch deviations before they propagate into batch-wide failures, reducing scrap rates and protecting downstream assembly operations.
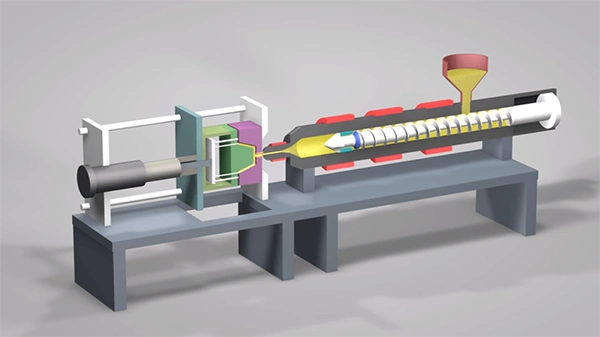
The injection molding process is governed by a complex correlation of parameters: melt temperature, injection pressure, cooling time, and cycle duration, all affecting the final part’s dimensional accuracy and mechanical properties.
When any of these variables change outside their optimal window, defects start to emerge. Sink marks appear when insufficient packing pressure fails to compensate for material shrinkage.
Warpage occurs from uneven cooling or residual stresses locked into the part geometry. Short shots display inadequate material volume or flow restrictions. Each defect traces back to identifiable process conditions, making root-cause analysis essential.
Melt temperature directly changes material viscosity and flow behavior; set it too high and degradation occurs, too low and incoming filling is obtained. The injection speed determines how the cavity fills. Rapid speeds can cause burn marks, while slower speeds risk premature solidification.
Hold pressure and time govern packing density, directly influencing shrinkage and sink mark formation. Cooling time, often the longest phase of the cycle, must balance throughput demands against the need for uniform solidification to prevent warpage.
To monitor such changes, install cavity pressure sensors and thermocouples at critical mold locations, connect them to a centralized data acquisition system, and configure baseline ranges during test runs.
Set automated alerts that trigger when readings exceed control limits, enabling operators to intervene before defective parts accumulate.
Flash occurs when excessive injection pressure forces material past the parting line, often due to worn mold surfaces or insufficient clamp tonnage. Short shots stem from blocked gates, inadequate shot size, or low melt temperature, restricting flow.
Voids and bubbles show trapped gas or moisture in the resin. This can be prevented through proper material drying and venting. Proactive prevention begins with regular mold calibration, verifying clamp force, checking seal surfaces for wear, and confirming vent channel depth.
Operator training plays an equally critical role; technicians who understand the relationship between process settings and defect formation can make informed adjustments rather than reactive corrections.
Establishing a proper classification system that identifies defects with documented corrective actions accelerates response time and builds institutional knowledge that stays consistent through shift changes and personnel turnover.

Statistical process control transforms quality assurance from a reactive function into a proactive, predictive, data-driven flow. Rather than waiting for defective parts to reach inspection stations, SPC routinely analyzes data streams to locate trends and variations before they cross critical points.
For injection molding operations where many cycles occur per shift, this early detection process prevents entire production runs from drifting into major problems.
By doing this, quality assurance managers gain visibility into product health at a glance, enabling resource allocation toward genuine issues rather than firefighting symptoms.
The core principle behind SPC is distinguishing between common-cause variation—the inherent, predictable fluctuation within a stable process—and special-cause variation that signals something has changed.
A mold cavity pressure reading that gradually trends upward over several hours may indicate a developing vent blockage or material viscosity shift. Without SPC, this drift remains invisible until parts fail dimensional checks. With properly configured control charts, the trend triggers an alert while the process still produces acceptable parts, giving technicians a window to investigate and correct the root cause.
Begin by identifying which process parameters and part characteristics most directly influence quality outcomes—cavity pressure, cushion position, cycle time, and critical part dimensions are common starting points. Install sensors and measurement systems capable of capturing data at every cycle, not just periodic samples.
Next, conduct a measurement system analysis to confirm your gauges and sensors provide repeatable, reproducible readings; unreliable data renders SPC meaningless. With validated data flowing, run an initial capability study over a statistically significant number of cycles to establish process baselines and calculate Cp and Cpk indices.
From these baselines, construct X-bar and R charts or individual-moving range charts depending on your sampling strategy. Define control limits at points of standard deviations from the process mean, and create rules for identifying out-of-control conditions, single points beyond limits, runs of seven consecutive points on one side of the centerline, or trending patterns.
Train operators to correctly understand these charts during production, allowing them to pause and investigate when signals appear rather than waiting for quality department intervention.
Create documented response plans for every signal, displaying which parameters to check first and what corrective actions to attempt.
Modern SPC platforms integrate directly with machine controllers and sensor networks, pulling cavity pressure, temperature, and timing data automatically without manual entry. Look for solutions offering real-time dashboards that display control charts updated cycle-by-cycle, with configurable alarm notifications sent to mobile devices or production floor displays.
IoT-enabled sensor systems now allow wireless deployment of additional monitoring points without extensive wiring retrofits, making it feasible to instrument older presses. Advanced analytics features—such as multivariate analysis that correlates multiple parameters simultaneously—help identify complex interactions that single-variable charts miss.
Cloud-based platforms enable Quality Assurance Managers to monitor multiple production lines or facilities from a single interface, comparing performance across shifts and machines to identify best practices. When evaluating software, prioritize systems that integrate with your existing ERP and quality management systems, support automated report generation for audit documentation, and offer scalable licensing that grows with your operation.
Fun Fact
Any excess plastic (called “sprues” or “runners) can be ground up, re-melted, and recycled back into the machine.
Robotic integration in injection molding combats one of the most persistent quality challenges: human variability. While skilled operators remain crucial for process oversight and decision-making, repetitive tasks like part removal, inspection, and packaging introduce inconsistencies when performed manually across many cycles per shift.
Robots execute these operations with great precision every time, eliminating the micro-variations in handling that lead to scratches, contamination, or dimensional distortion from improper support.
Beyond physical handling, robotic systems also come with vision cameras and sensors that serve as continuous quality sentinels, capturing dimensional data and surface condition information at production speed without many gaps.
The quality impact extends beyond individual part handling. When robotic systems feed inspection data directly into SPC platforms, they close the loop between detection and correction.
A vision system that identifies a developing flash condition on consecutive parts can trigger an automatic alert or even initiate a machine hold, preventing dozens of defective parts from accumulating before a human inspector notices the trend.
This convergence of robotic consistency and data-driven monitoring creates a quality infrastructure that operates at machine speed rather than human reaction time, directly supporting the real-time defect minimization that Quality Assurance Managers require.
Pick-and-place robots—typically three-axis or six-axis articulated arms—handle part extraction from the mold, ensuring consistent removal timing that prevents deformation from premature ejection or extended mold contact. These systems maintain identical orientation during transfer to cooling fixtures or conveyors, eliminating warpage caused by inconsistent post-mold support.
Automated optical inspection units utilize high-resolution cameras and machine learning algorithms to check every part against a trained reference model, detecting flash, color variations, and surface blemishes at cycle speed. Unlike manual inspection, these systems provide full coverage with repeatable criteria.
Collaborative robots—designed to work alongside operators without safety caging—offer flexibility for secondary operations like insert loading, degating, or assembly verification. Their force-sensing capabilities allow gentle handling of delicate parts while their programmability enables rapid changeover between product configurations.
End-of-arm tooling integrated with force sensors can also detect incomplete fills or stuck parts during extraction, flagging problems before they increase and turn into mold damage or extended downtime.
Start with an evaluation that maps every manual touchpoint between mold opening and final packaging, scoring each for quality risk, cycle time impact, and repetition frequency. Prioritize automation where defect data displays the highest incidence of handling-related quality issues or where inspection gaps allow parts to reach customers.
Conduct a cost-benefit analysis that accounts not only for labor displacement but also for scrap reduction, faster cycle times from consistent part removal, and reduced customer complaint costs. During system selection, ensure the robotic platform communicates via standard protocols—OPC-UA or Euromap 67/77—with your molding machines and SPC software, enabling seamless data exchange without custom middleware.
Installation should proceed in phases: begin with part handling on your highest-volume or most quality-sensitive mold, validate performance against existing quality metrics, then expand to additional cells. Staff training must cover both routine operation and basic troubleshooting so that technicians maintain system uptime without external support.
Integrate robotic inspection information into your existing SPC control charts, treating vision system measurements as additional variables subject to the same rules and response protocols.
Schedule quarterly reviews comparing pre- and post-automation defect rates, cycle consistency, and overall equipment effectiveness to quantify return on investment and identify opportunities for further deployment.

Manufacturing efficiency and product quality are not competing priorities. They essentially reinforce each other when approached in a proper way. Every inefficiency in an injection operation shows a potential quality risk: rushed cycle times create cooling inconsistencies, poorly maintained equipment introduces process drift, and disorganized material handling attracts contamination.
For Quality Assurance Managers, streamlining operations means removing the conditions that allow defects to form in the first place. Lean manufacturing principles applied to the molding floor eliminate non-value-added steps that introduce variability, while predictive maintenance ensures machines and molds perform within specification throughout their service life.
Manufacturers like WEILAN MFG exemplify how disciplined process control paired with efficiency-driven operations can yield consistently high-quality molded components. The result is a production environment where consistent quality emerges naturally from well-designed processes rather than being enforced solely through inspection.
Cycle time optimization begins not with speed increases but with identifying where time is wasted without a quality benefit. Analyze cooling phases using thermal imaging to check whether parts reach ejection temperature uniformly. Cooling circuits can be rebalanced to achieve faster, more even solidification, which improves throughput and reduces warpage.
Material handling improvements prevent degradation of the parts before resin even enters the barrel. Ensure drying systems maintain consistent dew points, implement first-in-first-out inventory rotation, and use sealed systems that safeguard hygroscopic materials from ambient moisture.
On the production floor, apply value stream mapping to identify bottlenecks where work-in-progress accumulates, creating opportunities for damage or contamination.
Standardize changeover procedures using documented setup sheets that record validated process parameters for each mold, eliminating the trial-and-error period that generates startup scrap.
Energy efficiency upgrades—such as servo-hydraulic drives and insulated barrel heaters—deliver more stable process conditions as a byproduct of reduced energy consumption, since these systems respond more precisely to demand fluctuations than older fixed-displacement pumps or uninsulated heating elements.
Reactive maintenance—fixing equipment after it fails—guarantees that defective parts have already been produced before the problem is addressed. Preventive maintenance shifts this timeline forward, replacing worn components and verifying critical functions on a schedule calibrated to actual degradation rates.
Develop a tiered maintenance program: daily checks include visual mold inspection for parting line wear, verification of hydraulic pressure stability, and confirmation that cooling water flow rates match specifications. Weekly tasks should encompass lubrication of moving components, inspection of check rings and screw tips for wear that affects shot consistency, and calibration verification of temperature controllers.
Monthly or cycle-count-based activities cover more intensive work, mold disassembly for cleaning and measurement of dimensions, replacement of O-rings and seals, and ultrasonic testing of cooling channels for scale buildup that limits heat transfer.
Track all maintenance activities in a centralized system linked to quality data, allowing correlation between maintenance events and defect trends.
When quality assurance managers demonstrate that a specific maintenance interval prevents a documented defect mode, maintenance moves from a cost center to a measurable quality investment with measurable returns in reduced scrap and customer complaints.
Enhancing quality in plastics injection molding requires more than isolated improvements. It requires an integrated strategy where quality control foundations, statistical process control, robotic integration, and manufacturing efficiency work as interconnected systems. Robust process monitoring catches parameter drift before defects materialize.
SPC transforms raw production data into actionable intelligence, giving Quality Assurance Managers the visibility to distinguish normal variation from emerging problems. Robotics eliminates human inconsistency in handling and inspection while feeding continuous measurement data back into control systems. And manufacturing efficiency initiatives remove the operational conditions—rushed cycles, degraded equipment, contaminated materials—that create defects in the first place.
For Quality Assurance Managers seeking measurable improvement, the path forward is clear: start by strengthening your monitoring infrastructure, layer SPC analysis onto your critical parameters, automate where handling variability drives quality risk, and align maintenance schedules with documented defect prevention.
Each step follows the previous, creating a compounding effect that drives scrap rates down and process output up. The manufacturers who thrive will be those who treat quality not as an inspection outcome but as an engineered result, designed into every cycle through disciplined processes, intelligent automation, and relentless continuous improvement.
Begin implementing these strategies today, and transform your molding operation into one where consistent quality is the natural output of a well-orchestrated system.